
SureHeat Pushes the Limits of Electric Heat
In advanced industries around the world, the demand for higher temperatures, higher pressures, and greater process control is growing rapidly. From hypersonic wind tunnel research to new energy and large-scale decarbonization technologies, engineers at TUTCO®SureHeat®are pushing the limits of what’s possible with electric heat.
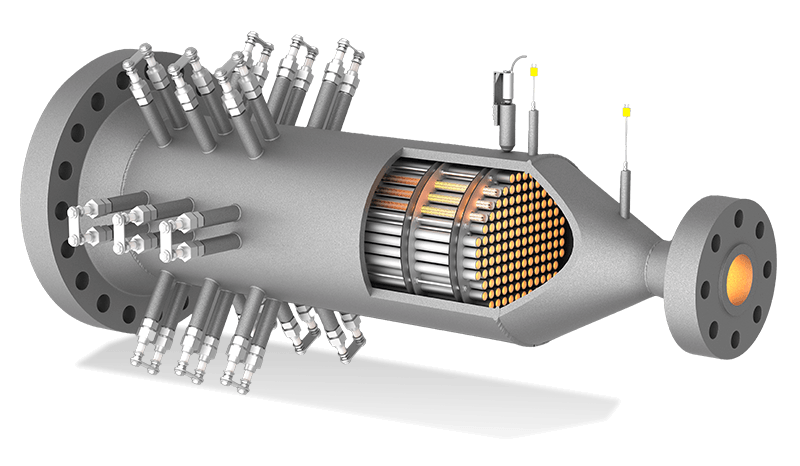
At the center of many of these applications are TUTCO SureHeat’s Specialty Flanged Inline (SFI) heaters. Designed to heat air and process gases under demanding conditions, SFI heaters are helping researchers, manufacturers, and energy innovators reach temperatures and performance levels that were once difficult to achieve.
A decade ago, SFI heaters represented a relatively small portion of the company’s business. Over the last several years, however, demand has accelerated dramatically. Several global trends are driving this shift. Industries focused on electrification and decarbonization are looking to replace traditional gas-fired systems with electric heating solutions that are significantly more compact and efficient. Unlike gas-fired heaters, which can introduce particulates or combustion byproducts into the process, SFI heaters deliver clean, contamination-free heat—making them ideal for sensitive applications in aerospace, research institutions, and energy development, where extreme operating environments are increasingly common in testing and production.
These forces have created the perfect environment for the evolution of SFI technology.
The Push for Higher Temperatures and New Process Gases
One of the biggest challenges for emerging industries is the need to heat gases to extreme temperatures at high pressures while maintaining precise control. In applications such as advanced materials processing, hypersonic testing, and emerging fuel technologies, gases must often be heated to temperatures approaching or exceeding 1000°C. At the same time, those gases may include hydrogen, inert gases, or complex chemical mixtures that require careful attention to material compatibility and system design.
Meeting these demands requires more than simply scaling up a heater. It requires a deep understanding of process conditions, gas chemistry, materials science, and mechanical design. Engineers working with SFI heaters frequently encounter applications where no precedent exists. Every new project may introduce new operating temperatures, pressures, gas compositions, or integration challenges. And throughout it all, TUTCO SureHeat engineers ensure every solution is designed with code-compliant operational safety in mind—meeting rigorous standards while maintaining reliable performance in high-temperature, high-pressure environments.
Enabling Emerging Industries
Many of the most exciting applications utilizing our specialty flanged inline heating solutions are emerging from industries focused on the future of energy and transportation. New processes designed to produce sustainable aviation fuels and synthetic fuels require heating carefully controlled gas streams before they enter chemical reactors. Similarly, decarbonization initiatives in sectors such as steel production are using TUTCO SureHeat electric heating solutions as a way to reduce emissions while maintaining the high temperatures required for industrial processes.
In aerospace and defense research, SFI heaters are used in high-temperature wind tunnel testing and advanced propulsion development. These facilities must simulate the extreme thermal conditions experienced by vehicles traveling at hypersonic speeds.
Universities and national laboratories are also pushing the boundaries with research facilities around the world relying on high-temperature gas heating systems to validate new materials, investigate advanced combustion processes, and test innovative energy technologies.
In each case, the ability to deliver controlled electric heat under demanding conditions is playing a critical role.
Scaling Power and Performance
One of the defining capabilities of SFI heaters is their ability to deliver high power density and controlled heating within a flowing gas stream.
These heaters are engineered as flanged, inline systems that integrate directly into a process line. Gas flows through the heater vessel where high-performance electric heating elements transfer energy efficiently to the stream while maintaining tight temperature control.
SFI heaters are built across a wide range of sizes and power levels to match the needs of specific applications. In some large-scale installations, individual heaters can exceed one megawatt of power output, and multiple heaters may operate together as part of a larger thermal system. These configurations allow engineers to heat substantial gas volumes while maintaining the precision required for advanced processes.
Operating conditions can also be extreme. Many systems are designed to reach temperatures approaching or exceeding 1000°C, while also handling elevated pressures and high gas flow rates. Achieving this level of performance requires careful attention to heater design, internal flow characteristics, materials, and electrical integration.
Innovation Through Collaboration
One of the defining characteristics of our Specialty Flanged Inline heating projects is the collaborative nature of the work. Engineers work closely with customers, research teams, and equipment suppliers to develop heating solutions for these critical applications. Each project presents its own challenges—new materials, new operating conditions, or new integration requirements.
For the engineers involved, seeing a complex system move from concept to a fully assembled heater on the production floor is a powerful moment. It represents the culmination of design, testing, and collaboration across many teams. And more importantly, it represents the next step forward for the industries relying on our heater technology.
As technologies evolve and sustainability goals become more ambitious, electric heating is playing an increasingly important role in industrial processes. For TUTCO SureHeat, that means continually expanding the limits of temperature, pressure, and system capability.
The demand for higher performance isn’t slowing down. If anything, it’s accelerating.
ENGINEERING INSIGHTS
Precision Heat Bonding in Textile Manufacturing
by Sarah Walazek, TUTCO Engineer
![Sarah Walazek]() In textile manufacturing, heat is often the quiet hero behind a clean seam, a smooth finish, or a perfectly bonded layer. I’ve worked with many customers who rely on heat to bond woven and nonwoven materials together—eliminating the need for stitching while maintaining flexibility, appearance, and structural integrity.
In textile manufacturing, heat is often the quiet hero behind a clean seam, a smooth finish, or a perfectly bonded layer. I’ve worked with many customers who rely on heat to bond woven and nonwoven materials together—eliminating the need for stitching while maintaining flexibility, appearance, and structural integrity.
 In textile manufacturing, heat is often the quiet hero behind a clean seam, a smooth finish, or a perfectly bonded layer. I’ve worked with many customers who rely on heat to bond woven and nonwoven materials together—eliminating the need for stitching while maintaining flexibility, appearance, and structural integrity.
In textile manufacturing, heat is often the quiet hero behind a clean seam, a smooth finish, or a perfectly bonded layer. I’ve worked with many customers who rely on heat to bond woven and nonwoven materials together—eliminating the need for stitching while maintaining flexibility, appearance, and structural integrity. This process is common when attaching a nonwoven component—such as interfacing or reinforcement material—to a woven fabric. In its simplest form, bonding can be done with a heat press or even an iron. If heat tape is used, you heat the edge of the fold, fold the seam over, and press. The adhesive activates and bonds the fabric in place, creating a clean seam without thread.
But in high-volume production environments, the process becomes far more technical.
Conductive vs. Convective Heat in Bonding Applications
There are two primary heating methods I see used in these applications: conductive and convective heat.
With conductive heat, a cartridge heater or strip heater is pressed directly against the desired area. Heat transfers through direct contact, activating the adhesive precisely where it’s needed. This method offers controlled, localized heating.
With convective heat, we heat an air stream to a specific temperature and direct it exactly where bonding needs to occur. This method allows for rapid heating and flexibility in automation. It’s especially useful when bonding delicate materials or when contact heating is impractical.
Each method has advantages—but both require careful control.
The Challenge: Temperature Sensitivity and Accuracy
The optimal bonding temperature depends heavily on both the woven fabric and the nonwoven material. Adhesives have specific activation ranges. Fabrics have specific temperature tolerances. If the temperature is too low, the adhesive won’t properly activate. If it’s too high, you risk overheating the glue—or worse, damaging the fabric itself.
Some fabrics are extremely temperature-sensitive. Polyester, for example, can melt if overheated. Even small temperature overshoots can compromise the product’s appearance and structural integrity. That’s why accuracy is critical. In any heat bonding application, I strongly recommend using a temperature controller. Maintaining stable airflow, pressure, and exhaust temperature is what separates consistent production from constant troubleshooting.
A Real-World Application: Using the TUTCO SureHeat Serpentine II
One of our textile manufacturing clients was bonding a nonwoven component to a woven sweater using a TUTCO SureHeat Serpentine II Triple Pass Heater. This heater is engineered for precise, high-efficiency air heating in demanding industrial environments.
It’s capable of exhaust temperatures up to 1,500°F (815°C) and rated for inlet pressures up to 25 psi (1.7 bar). Its triple-pass design allows air to travel down the heater, back toward the source, and then down again through the inner heating element. This maximizes heat transfer efficiency, provides faster ramp-up times, and ensures uniform temperature distribution. An added benefit is that the outer skin of the heater remains relatively cool, protecting operators and surrounding components.
In their setup, the heater was mounted facing downward with a small nozzle to focus heat precisely on the bonding location. While their intention was good—concentrated heat at the seam—the nozzle created significant back pressure and restricted airflow.
They also built a homemade tubular junction box behind the heater, where lead wires from the base assembly were connected to a 3-pin quick-connect plug using soldered connections.
What Went Wrong?
Their design introduced two major issues:
- 1. Low airflow across the heating element: It is never ideal for a heating element to operate with insufficient airflow. Without adequate air moving across it, the element runs hotter than intended. This can lead to temperature overshoot and eventual element burnout.
- 2. Heat migration toward electrical connections: The restrictive nozzle forced heat back up toward the heater body and junction box. Temperatures became high enough to reflow the solder used in the wire connections. This not only compromised the integrity of the electrical components but also created a serious safety concern for operators.
The Solution
The first thing we advised was separating the airflow path from the electrical connection point to ensure operator safety and component protection. Next, we encouraged them to reassess airflow requirements to overcome the back pressure created by the nozzle design. If you restrict airflow too much, you’re effectively asking the heater to operate outside its intended parameters.
When configuring a heater, I always recommend evaluating three primary factors first:
- Required airflow (SCFM)
- System pressure and back pressure
- Desired exhaust temperature
In this case, a triple-pass heater was absolutely the right choice for the project—but it needed to be configured precisely for the operating environment. That includes everything from airflow calculations to selecting the proper wire gauge to handle thermal exposure.
Our triple-pass heaters provide extremely precise temperature control. When paired with a Tutco control solution and a thermocouple at the exhaust, temperature can be controlled within just a few degrees of the setpoint—ensuring adhesive activation without fabric damage.
Final Thoughts
Heat bonding woven and nonwoven materials is both an art and a science. The materials may look simple, but the thermal dynamics behind the process require careful engineering. When done correctly, heat bonding eliminates stitching, improves aesthetics, increases production speed, and delivers repeatable results. But achieving that level of consistency requires attention to airflow, pressure, temperature control, and system design.
As an engineer, my goal is always the same: design heat systems that are not just powerful—but precise, safe, and reliable.
THINKING OUTSIDE THE BOX
Cleaning It Up!: The Use of Electric Heat in Pollution Abatement!
by Jeff Elrod

In the world we live in today, we are all becoming more conscious of the legacy we leave for future generations. Now more than ever, we strive to be good stewards of the environment. Beyond simply managing waste and recycling, we have implemented sophisticated emission control systems across nearly every sector—from cars, trucks, and trains to lawnmowers, tractors, and construction equipment. Whether these systems run on gasoline, diesel, or hybrid power, the goal remains the same: reducing our impact. Even fossil-fuel power plants now utilize elaborate systems designed to release air cleaner than what was originally brought in. This shift has accelerated the adoption of electric vehicles and specialized equipment as companies work tirelessly to lower their carbon footprints.
Electric heat plays a critical role in this journey toward pollution abatement. At TUTCO Farnam, we offer a wide array of heating solutions specifically designed to lower process emissions. Because every company approaches pollution abatement differently, we have collaborated on a diverse range of unique projects.
Do you have a specific heat requirement for a pollution abatement challenge? We are here to help. Since there is no "one-size-fits-all" solution in this field, we are happy to establish a Non-Disclosure Agreement (NDA) to protect your intellectual property while we develop a system tailored to your specific needs.
Beyond emissions, heat is also a vital component in waste-to-energy processes, where trash and biomass are converted into usable energy. Like emissions control, this industry is characterized by innovation and variation. We work closely with companies in this sector to provide the precise heating elements their systems require. This often demands that we "Think Outside the Box" to engineer functions that standard components simply cannot achieve.
With decades of expertise in building custom heaters—it’s right there in our name—we are now a single-source provider for your entire system. In addition to custom heating elements, we supply UL 508A control panels, blowers, and other essential accessories.
Remember, we are always here to help you "Think Outside the Box." Whether you need a standard component or a solution far outside the normal offering, we are ready to build what works for you.
ASK IAN
Temperature Correction Factors:
What are They, and Why are They Important?
by Ian Renwick

What is a Temperature Correction Factor?
A temperature correction factor is a number used when determining the resistance of a new, unused heater, to make sure it produces the wattage that's expected when the design voltage is applied, and the heater is at temperature. As the name implies, the temperature correction factor is a number that adjusts for the difference in resistance of a heater between room temperature and operating temperature.
What's going on?
When voltage is applied to a heater, the resistance wire gets hot (as it's supposed to) and it forms a very thin oxide layer on its outside surface. With the creation of that oxide layer it means that the cross-sectional area of the wire decreases ever so slightly. Thinner wire means higher resistance, so the resistance of the heater increases when it’s energized, just a little bit. The temperature correction factor (called the TCF for short) depends on the type of heater, how it's manufactured, the alloy of the resistance wire used and the operating temperature of the heater. Technically, mostly depending on the operating temperature, the temperature correction factor could be anywhere within a range of numbers. We use an average of those factors over a sensible temperature range to determine a fixed TCF for each product line. It's not perfect, but it works well.
What are some values?
Tubular Heaters (and all product lines that use tubular heaters) have a TCF of 2%. Standard Cartridge Heaters (unswaged) and Ceramic Strip Heaters have a TCF of 8.5%. HiTemp Cartridge Heaters (swaged) use 3.3%, as do HT Mica Bands and MI Better Band Heaters.
Application
So what does that mean for those that specify their heater requirements? Most of the time when specifying heater requirements, the wattage and voltage needs are called out, and we take it from there. Occasionally, specifications will include a resistance range as well. Sometimes that range takes the TCF into account, but most of the time it doesn't.
Here's how to consider that TCF in your resistance calculation, if you're so inclined. First, determine the resistance of the heater using the wattage you need to get, and the voltage you'll be applying. Let's say it's a 1000 watt heater at 240 volts that you need. At temperature (that's the important bit), you want 57.6Ω of resistance. That's 240²/1000.
Next, for a new, unused heater you'll need a lower resistance than that because you know that the resistance of the heater will increase when energized. Let's say you're looking for a tubular heater. When you take your first reading you should expect to see 56.5Ω of resistance or 57.6Ω / (1 + the TCF factor). In this case it's 57.6Ω / 1.02, which equals 56.5Ω. If it were a Standard Cartridge Heater, that initial resistance would be 53.1Ω because 57.6/1.085 = 53.1.
Both heaters, when energized, would give you about 57.6Ω of resistance, and at 240V, would produce 1000 watts of power.
Let's not forget about the resistance tolerance. That provides a good amount of forgiveness. Our standard resistance tolerance is +10/-5%, meaning you could probably ignore that TCF for some product lines and still be fine, within tolerance.
In the end, temperature correction factors are a small detail that make a big difference in ensuring heater performance matches expectations. While they may not always need to be calculated explicitly—thanks to built-in tolerances—they provide valuable insight into how a heater behaves from initial measurement to operating conditions. Understanding TCF helps bridge the gap between theory and real-world performance, giving engineers and specifiers greater confidence that the heater they select will deliver the intended wattage once it’s up to temperature.

FEATURE VIDEO
Industries and Applications Using SureHeat Solutions
As industries continue to push the limits of temperature, pressure, and process precision, the demand for reliable electric heating solutions has never been greater. This video highlights how TUTCO SureHeat is meeting that challenge—delivering engineered air heating systems designed for the most demanding industrial environments. From low-flow applications to high-pressure, high-temperature processes, TUTCO solutions are built to provide consistent, controllable heat where it matters most. The video offers a closer look at how these systems are applied across a wide range of industries, helping customers improve efficiency, maintain product quality, and meet evolving performance requirements. At the core of every application is a focus on engineering expertise and adaptability—ensuring each solution is tailored to the unique demands of the process.
